
“The purpose of printing is to replicate the original artwork and lay down a controlled thickness of ink.”
There are many different ways to print, each with its own advantages and disadvantages. Understanding the basics of the various printing processes will help you to understand any difficulties which arise during printing.
Printers will find knowing the basics of their particular printing process important when they are setting the machines or identifying what can be printed. Those that have only learnt the sequence needed to produce a particular print on a particular machine will be at a noticeable disadvantage within the printing industry.
Individuals/companies who are looking to include printing into their production or into obtaining the services of an established printing company, will be able to make informed choices as to what kind of printing process will be able to deal with their production needs.
This section gives the basic principles for several of these printing processes in the hope that this information will encourage people and companies to increase their knowledge of the processes they use, are involved with, or interested in.
Pad printing
Transfer pad printing, commonly known as pad printing, is an “indirect offset gravure” printing process directly related to a process invented several hundred years ago in Europe.
The main elements of the pad printing process are:
- Printing plate
- The ink
- Silicone rubber printing pad
- Doctor blade or ink cup
- Machine
The image to be printed is created on the printing plate, normally produced by chemical etching. The plate is generally steel or a nylon photopolymer material.
Pad printing inks contain solvents. The evaporation of the solvents from the ink is the main mechanism that enables the process to operate. When the ink is contained within the etched image area this evaporation of solvents causes the surface of the ink to become tacky. The shape of the pad is such that when it compresses on the plate the printing surface of the pad rolls across the plate, as it does so it comes into contact with the tacky surface of the ink. The ink sticks to the pad, as the pad lifts the printing surface rolls away from the plate and lifts up ink from the etching.
Whilst the pad moves towards the object to be printed the solvent continues to evaporate from the ink on the pad and the outside surface of the ink becomes tacky. As the pad makes contact with the object and compresses, the print surface of the pad rolls across the object and the tacky surface of the ink attaches itself to the surface of the object. The pad then lifts and the printing surface of the pad rolls away from the surface of the object and releases the ink leaving it laying on the surface. Whilst this is happening the etched portion of the plate is recharged with ink, and the pad returns to pick up another image from the plate.

A whole range of variables will effect pad printing. Etch depth, ink condition, ambient conditions, pad shape, surface finish and hardness and machine speed are the key factors.
INKING SYSTEMS
Conventional pad printing machines are divided into three families.
- ‘Open ink trough’ where the ink is held open to the atmosphere in a trough either behind the plate or around the plate.
- ‘Closed cup’ or ‘sealed cup’, where the ink is contained in an inverted cup with its opening in contact with the plate. Being enclosed in the cup inhibits the evaporation of solvent from the ink.
- ‘Rotary system’ where a rotary drum type silicone pad is used in conjunction with a steel cylindrical plate. The ink is either held in an open trough type system or in a sealed chamber rather like the inverted cup.
Pad printing – download technical paper (PDF)
Screen printing
The process is known as screen printing. Silk screen printing is a name first used when the mesh or screen was made of natural silk. Nowadays screen mesh is either made from polyester, stainless steel or nylon.
The basic items of equipment required to carry out screen printing are:
STENCIL: This consists of a frame onto which a mesh is attached under tension. The mesh is coated or covered with a photosensitive material. The image to be printed is created photographically on the stencil leaving open areas of mesh through which ink passes. The stencil is also known as “The screen”.
SQUEEGEE: A flexible polyurethane blade (sometimes rubber) held in a rigid mount or handle.
INK: Can take the form of a wide range of solids or dyes suspended in a fluid.
SUBSTRATE: This is a general term for the surface that is to be printed. The surfaces can range from bread to bio-medical sensors.
MACHINE BASE: The base provides a surface for the substrate to be printed and the upper section secures the screen.
Function of the squeegee
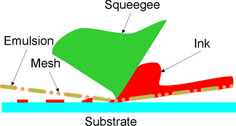
In conventional screen-printing the squeegee carries out two functions. It deflects the stencil and brings it into contact with the substrate. The squeegee is held at an angle of typically 75 degrees to the horizontal.
During the printing action the squeegee is moved across the stencil, creating a pressure wave in the ink. The actual point of flow is where the leading edge of the squeegee is in contact with the stencil. This is known as the “Flow Point.”
Press types
Press types can be split as follows:
- Flat bed press. (Further split into hand bench, semi automatic and fully automatic)
- Cylinder press
- Rotary screen press
- Container (cylindrical) printer
- Carousel textile press
Applications for screen printing
What makes screen printing so popular is the ability to lay down a film of a wide range of materials on a vast range of substrates. Everywhere you look are examples of the process and many places that are hidden.
Applications include: Posters and point of sale displays, gaskets, watch dials, key pads, transfers, electronic circuits, car windscreens, road signs, architectural glass, tableware, nameplates, labels, ceramic tiles, vehicle instrumentation, mouse mats, office equipment, membrane switches, estate agents boards, textiles, fuel cells, pzt, containers, electronic circuitry, playing cards, scratch cards, heating elements, footballs, baseball bats, cricket bats, tennis rackets, golf clubs, clocks, fine art limited editions, laptops, plasma screen televisions. These are just a selection.
Screen printing technical paper (download – PDF)
Digital printing
Thermal transfer process
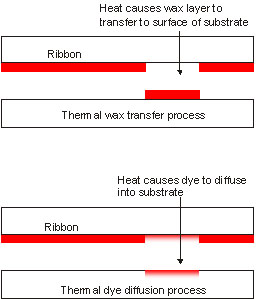
As the name suggests the thermal transfer process uses a thermal array to transfer colour that is a mixture of resins and pigments or dyes from a carrier ribbon onto the substrate.
A simple application of the thermal transfer process is single colour printing of bar codes where edge definition and density of colour is important along with reasonable speed. The two transfer processes are thermal wax and thermal dye diffusion.
Thermal wax transfer is the simplest but it does not give the range colour that is possible from dye diffusion.
A thermal wax transfer printed image adheres to the substrate using heat activated adhesives within the formulation of the colour.
Dye diffusion is achieved by the dyes in the colour being heated by the elements in the array and turning to a gas which penetrates the substrate and colours it when it returns to its solid state.
The substrate has to be receptive, normally a polyester (or similar polymer) coating. In both cases the substrate has to be flat because any irregularities that will not be overcome by the pressure applied will not take the print. The dye transfer process is known as sublimation.
Ink jet processes
There are two types of ink jet printing. Continuous Ink Jet and Drop on Demand Ink Jet.
CONTINUOUS INK JET
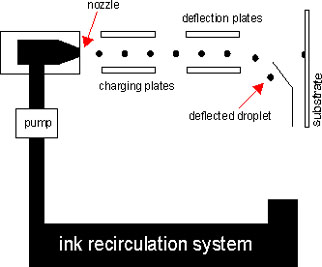
Ink is pumped through an orifice and then given an electrical charge that is then used to produce a deflection as it passes through deflection plates. The dots deflected are re-circulated whilst those not deflected carry onto the substrate.
Using this method it is possible to create simple designs on a moving substrate.
CONTINUOUS ARRAY INK JET
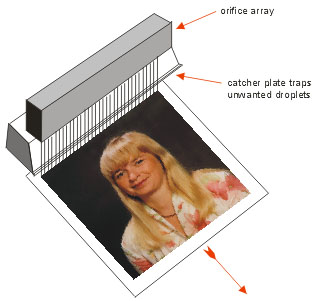
The quality of print obtained by continuous ink jet is a limiting factor. To improve this, nozzles are lined up in a row. It is even possible to put two rows together. There would be 240 per inch on each row and each orifice would have a discrete electrode that can deflect any or all of the droplets exiting from the orifice. The droplets are emerging at between 50,000 and 100,000 droplets per second. The very high rate that these droplets are produced mean that the rate of print can be as high as 500 feet per minute. This results in an image quality that is slightly less than the lower end laser printers.
DROP ON DEMAND INK JET PROCESSES
These are the processes that are the most suitable for use in the market to which this section is addressed. In these processes, ink is ejected from very small orifices directly onto the substrate to be printed.
There are two ejection mechanisms heat and piezo. Heat is the most common but piezo gives the opportunity to use the widest range of materials in the ink formulation.
THERMAL INK JET
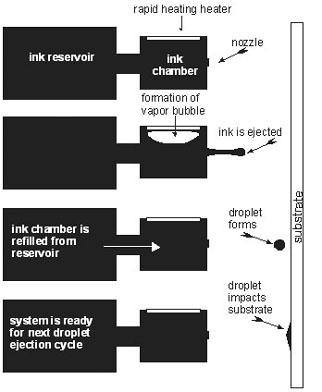
For thermal ink jet the ink system needs to be water based. The ink passes from a reservoir into the ink chamber. A heating element heats the ink rapidly and forms a bubble of water vapour. This bubble in the chamber forces the ink through the orifice and it forms a droplet the droplet impacts on the substrate. The chamber has then to be refilled before the next droplet of ink can be ejected. This refilling process linked to the heating and cooling of the heating element means that the process is relatively slow.
PIEZOELECTRIC INK JET
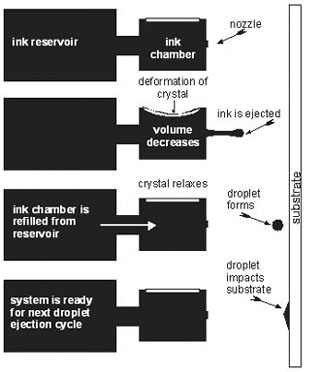
Instead of using a heating element to create a bubble in the ink it is also possible to alter the size of the ink jet chamber and effectively squeeze a droplet of ink out through the orifice. The chamber is constructed with one or more of the walls containing PZT (Lead Zirconate Titanates).
The big advantage of piezo technology is the range of materials that can be used as the printing medium.
Download Digital printing technical paper (PDF)
Definitions of abbreviations used in printing
| ALI | Adult Learning Inspectorate |
| AMA | Advanced Modern Apprenticeships |
| AVCE | A Vocational A-Level |
| BPIF | British Printing Industries Federation |
| C & G | City & Guilds |
| CoVEs | Centres of Vocational Excellence |
| DTI | Department of Trade and Industry |
| ESMA | European Screen Printing Manufacturers Association |
| EV | External Verifier |
| FESPA | Federation of European Screen printing Associations |
| FMA | Foundation Modern Apprenticeships |
| GPMU | Graphical Print and Media Union |
| ICT | Information and Computer Technology |
| IoP | Institute of Printing |
| IV | Internal Verifier |
| LSC | Learning and Skills Council |
| MA | Modern Apprenticeship |
| MEK | Methyl Ethyl Ketone |
| MSDSs | Material Safety Data Sheets |
| Nm | Newton Metres |
| NQA | National Qualifications Authority |
| NVQs | National Vocational Qualifications |
| PBIF | Plastics and Board Industry Federation |
| PGC NTO | Print & Graphic Communications National Training Organisation |
| POP | Point of Purchase |
| POS | Point of Sale |
| PPE | Personal Protective Equipment |
| QCA | Qualifications and Curriculum Authority |
| Rh | Relative humidity |
| Sh | Shore (Unit of hardness) |
| SME | Small to Medium Size Enterprise |
| SPA | SPA UK Limited (Previously: Screen Printing Association UK Limited) |
| SPA PCQ | SPA Print Qualifications Centre |
| SPEF | Scottish Print Employers’ Federation |
| SSC | Sector Skills Concil |
| SSDA | Sector Skills Development Agency |
| SVQs | Scottish Vocational Qualifications |
| TDC | Top Dead Centre |
| TPCM | Threads Per Centimetre |
| TPI | Threads per Inch |
| VOCs | Volitile Organic Compounds |
Originally written for pdsconsulting.co.uk.
Image by Meul (Meul) – Own work, CC BY-SA 3.0, https://commons.wikimedia.org/w/index.php?curid=3408015